Shot Penning
Vikas Metals has been a pioneer in the shot peening industry by continually advancing the state-of-the-art in
customized internal shot peening equipment and shot peening techniques.
SHOT PEENING
Shot peening is a cold working process in which small spherical media called shots, bombard the surface of a part. During the shot peening process, each piece of shot that strikes the material acts as a tiny peening hammer, imparting to the surface a small indentation or dimple. To create the dimple, the surface of the material must yield in tension. Below the surface, the material tries to restore its original shape, thereby producing below the dimple, a hemisphere of cold-worked material highly stressed in compression. . The impact of the round shot compresses and flows the surface to produce a form of cratered roughness. The resulting dimple serves to disrupt the boundary layer of the flow creating turbulence (roughening the surface) and the tendency of particles to tumble rather than slide along the wall of the pipe or tubing.
Although simple in concept, shot peening has become quite technical in recent years. Different shot types (grade, type, hardness, and shape), varying impact angles, intensities, velocities, nozzle-diameters, peening-times, the type of material and the surface coverage can all affect the end-physical properties of the peened metal.
Benefit of Shot Peening in Pneumatic Conveyor Tubing
Pneumatic conveyor tubing is usually made of stainless steel or aluminum alloy. It is used to transport plastic pellets at the facilities of molding companies or at various production, blending and distribution sites. The velocity of the pellets results in friction, heat and lost production. When these granulates get into contact with the smooth pipe wall, the friction pressure and the increased temperatures may lead to a partial plastification of the granulates. As a result, there is first the formation of a film and then, subsequently, of fibers in the pipes and in the pipe elbows. The consequences may be material losses, impurities and even a complete clogging of the pipelines. The aim is therefore to avoid such a production of angel hair. This problem may be avoided by a specific roughening of the surface.
Angel Hair

Angel Hair: Small threads of 1 cm to 10 cm
Streamers

Streamers:Broad(>2mm)ribbons of polymer with a length from approx , 20mm.
REASON FOR FORMATION OF ANGEL HAIR AND STREAMERS IN TRANSPORTATION OF PLATIC PELLETS
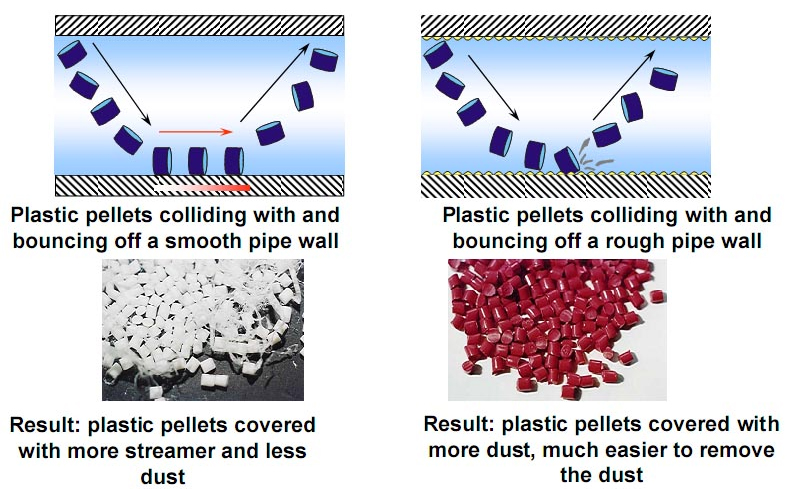
When the inside of pipeline is roughened by shot peening, the polymer pellets bounce or roll instead of sliding along the inside of the pipe. The pellets' contact with the side of the pipe is shortened, and formation of angel hair is prevented that can account for millions of pounds of lost and/or contaminated production each year. Shot peening of Pipes has been found to be much superior to other internal treatments of the tubing, is often more economical and can be applied on-site.
Shot Peening of Pipes has been found to be much superior to other internal treatments of the tubing. It is often more economical and can be applied on-site. The table shows test results from six different internal pipe treatments. A lower value of fines per 100,000 lbs conveyed is desirable. The shot peening resulted in one third of the fines of the next closest finish.
Shot Peening process has the added benefit of work hardening (when stainless or aluminum piping is used), thus extending the life of the surface treatment. Shot peening has proved its effectiveness in extending the service life and enhancing the performance of metal components by protecting them against fatigue, fretting fatigue, stress corrosion cracking and a variety of other failure mechanisms.
| Treatment | Fines (grams/100,000 lb conveyed) |
|---|---|
| Directinal Shot Peened | 1,629 |
| Smooth Mill Finish | 4,886 |
| Spiral Groove Pipe | 6,518 |
| Sand Blasted Pipe | 7,145 |
| Polyurethane Coated | 7,215 |
| Medium Scored Pipe | 13,887 |